
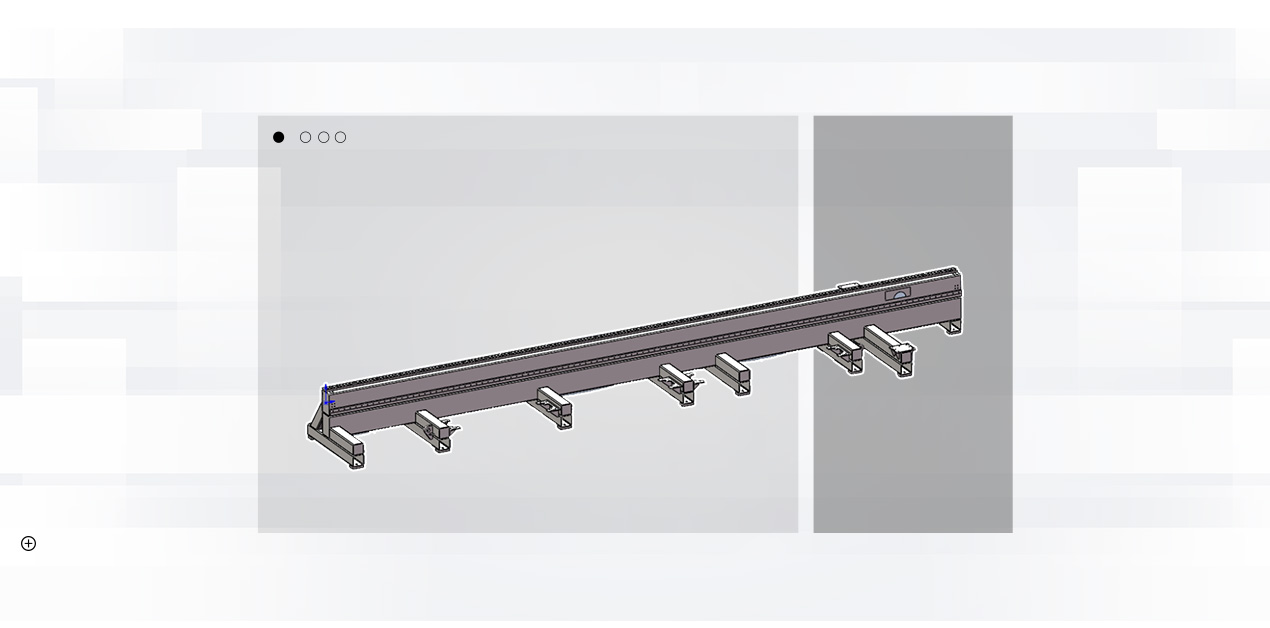
측면 매달림 구조 일체형 용접 침대
본 기계의 베드는 측면 매달림 구조와 일체형 용접 베드를 채택하고 있으며, 내부 응력 제거를 위해 열처리(어닐링)를 거쳤습니다. 황삭 가공 후 정삭 가공 전에 진동 시효 처리를 하여 기계의 강성과 안정성을 크게 향상시키고 정밀도를 확보했습니다. AC 서보 모터는 수치 제어 시스템으로 제어되며, 모터 구동 후 척이 Y축 방향으로 왕복 운동을 하여 고속 이동 및 이송 운동을 구현합니다. Y축 랙과 선형 가이드 레일은 모두 고정밀 제품으로 제작되어 전송 정밀도를 효과적으로 보장합니다. 스트로크 양 끝단에 리미트 스위치가 설치되어 있으며, 동시에 하드 리미트 장치도 장착되어 기계의 안전한 작동을 보장합니다. 또한, 자동 윤활 장치가 장착되어 베드의 움직이는 부품에 정기적으로 윤활유를 공급하여 움직이는 부품이 최적의 상태로 작동하도록 하고, 가이드 레일, 기어 및 랙의 수명을 연장합니다.
전방 급식 장치
전방 공급 장치는 공압 실린더로 제어되는 지지판을 포함하며, 이 지지판은 절단된 파이프가 길 때 파이프를 지지하여 처짐을 방지합니다.
가공물을 절삭하는 동안, 상승된 지지 실린더가 지지판을 받쳐 파이프를 지지하고 처짐을 방지합니다. 절삭이 완료되면, 상승된 지지 실린더가 모두 후퇴하고 가공물은 블랭킹 플레이트로 떨어져 보관 장소로 미끄러져 이동합니다. 실린더 작동은 시스템에 의해 자동으로 제어됩니다.
전면부 또한 추적형과 수동 조절형으로 나뉩니다.

지원 메커니즘
침대에는 3세트의 지지 장치가 설치되어 있으며, 두 가지 유형이 있습니다.
1. 후방 지지대는 독립적인 서보 모터로 제어되어 상하로 움직이며, 주로 긴 절단 파이프(소구경 파이프)의 과도한 변형을 방지하기 위한 후방 지지 기능을 수행합니다. 후방 척이 해당 위치로 이동하면 보조 지지대를 내릴 수 있어 변형을 방지할 수 있습니다.
2. 가변 직경 휠 지지대는 실린더에 의해 올리고 내릴 수 있으며, 다양한 크기의 파이프를 지지할 수 있도록 수동으로 여러 위치로 조정할 수 있습니다.
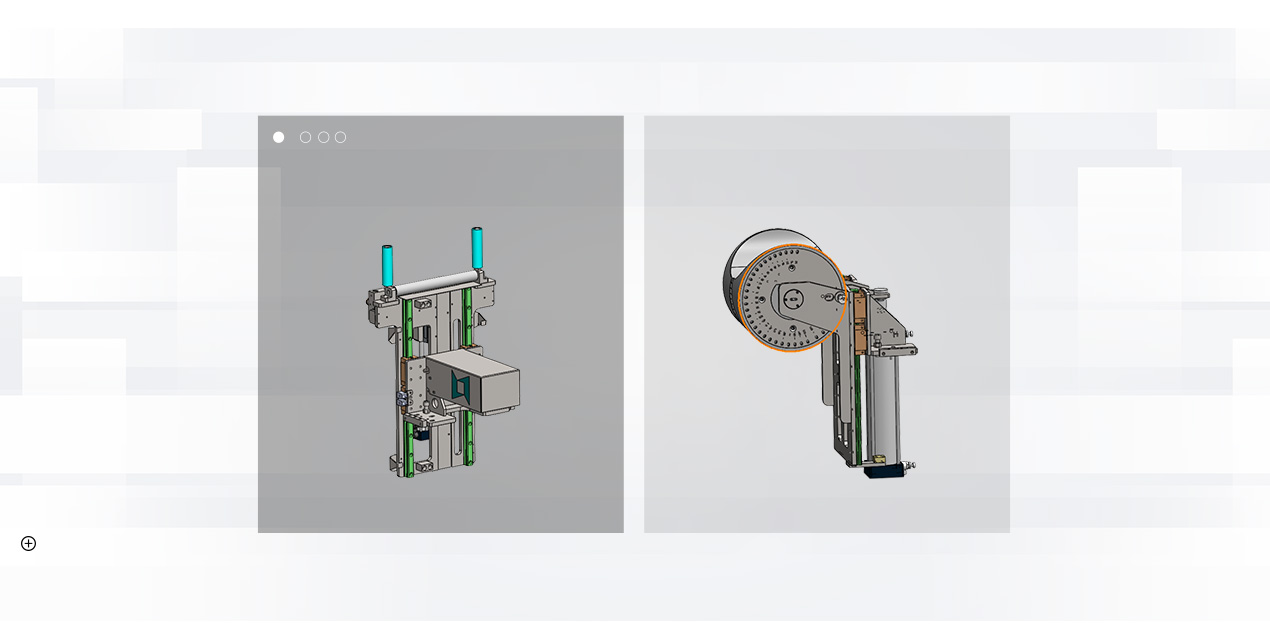
척-파트
척은 전방과 후방에 각각 공압식 전방향 스트로크 척 두 개로 나뉘며, 두 척 모두 Y축 방향으로 움직일 수 있습니다. 후방 척은 파이프의 클램핑 및 공급을 담당하고, 전방 척은 베드 끝부분에 설치되어 재료를 클램핑합니다. 전방 및 후방 척은 각각 서보 모터로 구동되어 동기식 회전을 구현합니다.
이중 척의 결합 클램핑을 통해 짧은 꼬리 절단이 가능하며, 짧은 꼬리의 입구 길이는 20~40mm에 달할 수 있고, 긴 꼬리의 절단도 지원합니다.
TN 시리즈 파이프 절단기는 척 이동 및 회피 방식을 채택하여 두 개의 척을 동시에 사용하여 절단할 수 있으므로 파이프가 너무 길어지거나 불안정해지는 현상, 정밀도 부족 등의 문제를 방지합니다.

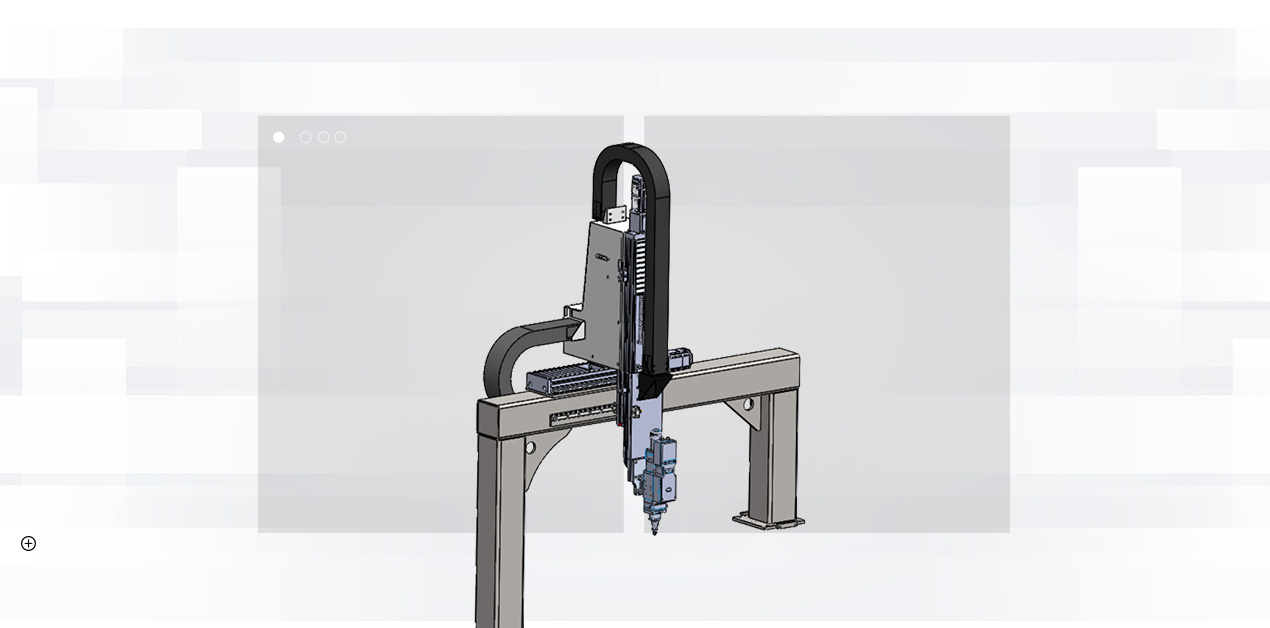
축-장치
X축 장치의 크로스빔은 사각 튜브와 강판을 용접하여 만든 갠트리 구조를 채택하고 있습니다. 갠트리 부재는 베드에 고정되어 있으며, X축은 서보 모터에 의해 구동되어 랙 앤 피니언을 통해 슬라이드 플레이트의 X 방향 왕복 운동을 구현합니다. 이동 과정에서 리미트 스위치가 스트로크를 제어하여 위치를 제한함으로써 시스템 작동의 안전성을 확보합니다.
동시에 X/Z축에는 내부 구조를 보호하고 더 나은 보호 및 먼지 제거 효과를 얻기 위한 자체 오르간 커버가 있습니다.
Z축 장치는 주로 레이저 헤드의 상하 이동을 구현합니다.
Z축은 CNC 축으로 사용하여 자체 보간 운동을 수행할 수 있으며, 동시에 X축 및 Y축과 연동하여 다양한 상황에 맞춰 추종 제어 모드로 전환할 수도 있습니다.
금속 파이프 파이버 레이저 절단기 62TN의 장점